
炭化ケイ素(SiC)は、次世代パワーエレクトロニクスにおいて最も重要な半導体材料の一つとして台頭しています。 広いバンドギャップ、高い熱伝導率、そして優れた絶縁破壊電界を特徴とするSiCデバイスは、電気自動車、再生可能エネルギーシステム、産業用ドライブ、および高電圧電力変換の分野において、従来のシリコンベースの技術に比べて大きな利点をもたらしています。.
こうした利点があるにもかかわらず、高品質なSiCウェハーの製造は、依然として半導体業界において技術的に最も難易度の高いプロセスの一つである。シリコンウェハーと比較すると、SiC基板はその特有の材料特性により、成膜、加工、研磨がより困難である。.
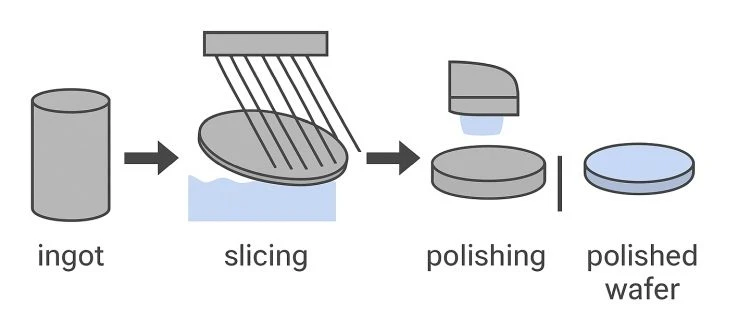
結晶成長からウェハのスライシング、化学機械研磨(CMP)に至るまで、どの段階においても、ウェハの品質、歩留まり、コストに直接影響を及ぼす重大な技術的課題が存在します。.
本記事では、において直面した主な課題について考察する。 SiCウェハー 製造について解説し、欠陥のないSiC基板の製造が依然として業界にとって重要な課題である理由を説明しています。.
なぜSiCはシリコンよりも製造が難しいのか?
その主な理由は、炭化ケイ素の物理的特性にある。.
シリコンと比較して、SiCには次のような特徴があります:
| プロパティ | ケイ素 (Si) | 炭化ケイ素(4H-SiC) |
|---|---|---|
| バンドギャップ | 1.12 eV | 3.26 eV |
| モース硬度 | 7 | 9.2~9.5 |
| 熱伝導率 | ~150 W/m-K | ~490 W/m-K |
| 昇華温度 | 1414°C(融点) | >2700°C |
| 化学的安定性 | 中程度 | 極めて高い |
こうした特性により、SiCは優れた半導体材料となっている一方で、その加工も極めて困難なものとなっています。.
1. 結晶成長における課題
物理気相輸送(PVT)法による成膜
市販のSiCブールは、そのほとんどが物理気相輸送法(PVT法)を用いて製造されています。.
このプロセスでは:
- 高純度のSiC粉末を2000°C以上に加熱する。.
- その物質は昇華して気体種となる。.
- 水蒸気は種結晶の表面で凝縮する。.
- 単結晶は数日にわたって徐々に成長していく。.
シリコンとは異なり、SiCは溶融する前に分解してしまうため、従来の溶融成長法を用いて成長させることはできません。.
極端な温度管理
最大の課題の一つは、正確な熱環境を維持することです。.
一般的な生育適温の範囲は以下の通りです:
- 2000°C~2400°C
わずかな温度変動であっても、次のような事態を招く可能性があります:
- ポリタイプ不安定性
- 結晶応力
- 欠陥の発生
- 結晶品質の低下
培養室全体で安定した温度勾配を維持することは極めて重要です。.
結晶欠陥の形成
SiC結晶は、以下のようなさまざまな欠陥が生じやすい。
マイクロパイプ
デバイスの歩留まりを著しく低下させる可能性のある中空コアのねじれ転位。.
ねじれ型ねじれ転位(TSD)
リーク電流を増加させ、絶縁破壊電圧を低下させる欠陥。.
スレッディング・エッジ・ディスロケーション(TED)
キャリア輸送に影響を与える一般的な不具合。.
基底面転位(BPD)
バイポーラ電力デバイスにおける主要な信頼性上の懸念事項。.
欠陥密度の低減は、依然として業界にとって最も重要な目標の一つである。.
6インチから8インチのウェハーへのスケールアップ
SiCパワーデバイスの需要が高まるにつれ、メーカー各社は以下から移行しつつある:
- 150 mm(6インチ)
- ~200 mm(8インチ)
しかし、結晶の直径が大きくなると、さらなる課題が生じます:
- 熱応力の蓄積
- 結晶の割れ
- 欠陥の伝播
- 生育の均一性の管理
より大きなウェハー全体で結晶品質を維持するには、高度な炉の設計とプロセスの最適化が必要となります。.
2. SiCウェハーのスライシングにおける課題
並外れた材料硬度
SiCは、現存する半導体材料の中で最も硬いもののひとつです。.
その硬度はサファイアに匹敵し、一般的に使用される半導体基板の中ではダイヤモンドに次ぐ硬さを誇ります。.
したがって:
- 従来のワイヤーソーによる切断は、時間がかかります。.
- 工具の摩耗が激しい。.
- コスト削減の効果が大幅に高まる。.
切り口損失と材料の無駄
切断の際、結晶の一部が切りくずとして失われます。.
SiCブールは製造コストが高いため、材料ロスを削減することは経済的に重要です。.
メーカー各社は、絶えず以下のことを追求しています:
- 切り込み幅を最小限に抑える
- スライシングの効率を向上させる
- 1ブールあたりのウェーハ歩留まりを向上させる
表面損傷
機械式スライシングの特長:
- 微細なひび割れ
- 残留応力
- 表面粗さ
- 地中部の損傷
これらの欠陥は、その後の研削および研磨工程で除去する必要があります。.
損傷した層を除去できないと、デバイスの信頼性に悪影響を及ぼす可能性があります。.
新たなレーザースライシング技術
材料の利用効率を高めるため、レーザーを用いたスライシング技術が注目を集めている。.
メリットとしては、次のようなものがあります:
- 切り口損失の低減
- スループットの向上
- 材料の無駄を減らす
- コスト削減の可能性
多くの業界専門家は、レーザースライシングを、将来の8インチSiCウェハーの生産における鍵となる技術と見なしている。.
3. 研削・薄肉化における課題
スライスした後、ウェハーは所定の厚さになるよう研磨する必要があります。.
一般的なSiCウェハーの厚さ:
| 直径 | 典型的な厚さ |
| 4インチ | 約350 μm |
| 6インチ | 約500 μm |
| 8インチ | 約500~700 μm |
研削における課題には、次のようなものがあります:
- TTV管理の維持
- ウェーハの破損防止
- 残留応力の低減
- 均一な厚さを実現する
ウェハーの薄型化が進むにつれて、機械的な取り扱いはますます困難になってきている。.
4. 研磨における課題
研磨が難しい理由
SiCの研磨は、シリコンの研磨よりもはるかに困難です。.
その理由としては、次のようなものがあります:
- 高硬度
- 高い化学的不活性
- 強い共有結合
従来の研磨方法は、多くの場合、非効率的です。.
表面品質要件
現代のエピタキシャル成長には、原子レベルで平滑な表面が求められます。.
代表的な仕様には、次のようなものがあります:
- 表面粗さ(Ra)< 0.1 nm
- 欠陥密度が低い
- 地中部の損傷が最小限
ナノスケールの欠陥であっても、エピタキシャル層の品質に影響を及ぼす可能性があります。.
化学機械研磨(CMP)
CMPは、SiCウェハの仕上げ工程として最も広く用いられている。.
このプロセスでは、以下の要素を組み合わせています:
- 化学的表面改質
- 機械的摩耗
課題としては、次のようなものがあります:
- 材料除去率が低い
- 研磨コストが高い
- スラリーの最適化
- 表面欠陥の制御
CMPの効率向上は、依然として主要な研究分野の一つである。.
新たな研磨技術
現在、いくつかの高度な研磨技術が開発が進められている:
プラズマ支援研磨
反応性プラズマを用いて表面層を軟化させます。.
触媒誘導エッチング(CARE)
損傷を最小限に抑えながら、極めて滑らかな表面を実現します。.
電気化学機械研磨(ECMP)
電気化学反応と機械研磨を組み合わせたものです。.
これらの技術は、将来のウェハーの品質と生産性を大幅に向上させる可能性がある。.
製造上の課題がコストに及ぼす影響
SiCプロセスの複雑さは、ウェーハのコストに直接影響を及ぼす。.
主なコスト要因には、以下のものが挙げられます:
- 長い結晶成長サイクル
- エネルギー消費量が多い
- 低い成長収量
- 高価な消耗品
- 精密研磨の要件
製造技術の成熟や生産規模の拡大に伴い、コストは低下すると予想されるが、当面の間、SiCウェハーはシリコンウェハーに比べて依然としてかなり高価なままであるだろう。.
将来の業界動向
SiCウェハ製造の将来を形作っているいくつかのトレンドは以下の通りです:
ウェハ径の拡大
以下の分野への移行:
- 200 mm(8インチ)の生産
欠陥密度の低下
結晶成長技術の改良は、以下の削減を目的としています:
- マイクロパイプ
- BPD
- TSD
高度なスライシング技術
レーザー切断やカーフレス加工といった手法により、材料の利用効率が向上すると期待されている。.
高効率研磨
新しい研磨法では、以下のことを目指しています:
- スループットの向上
- より優れた表面品質
- 生産コストの削減
結論
高品質なSiCウェハーの製造は、現代の半導体生産において最も困難なプロセスの一つです。2000°Cを超える高温での結晶成長から、精密なスライス、原子レベルで滑らかな研磨に至るまで、すべての工程において、高度な設備、厳格なプロセス管理、そして材料に関する深い専門知識が求められます。.
近年、著しい進展が見られているものの、結晶欠陥、ウェハーの微細化、材料の硬度、および研磨効率に関連する課題は、依然として製造コストやデバイスの性能に影響を及ぼし続けている。.
電気自動車、再生可能エネルギーシステム、および高出力エレクトロニクスへの需要が拡大し続ける中、結晶成長、スライシング、および研磨技術における継続的な革新は、SiC半導体産業の今後の拡大において極めて重要な役割を果たすことになるでしょう。.